












在食品行业仓储管理中,空间紧张、效期管控难、作业效率低等痛点长期制约企业发展,穿梭式货架凭借自动化密集存储特性,成为破解行业困境的核心解决方案,其应用优势贴合食品仓储的特殊需求,助力企业实现精细化、高效化运营。
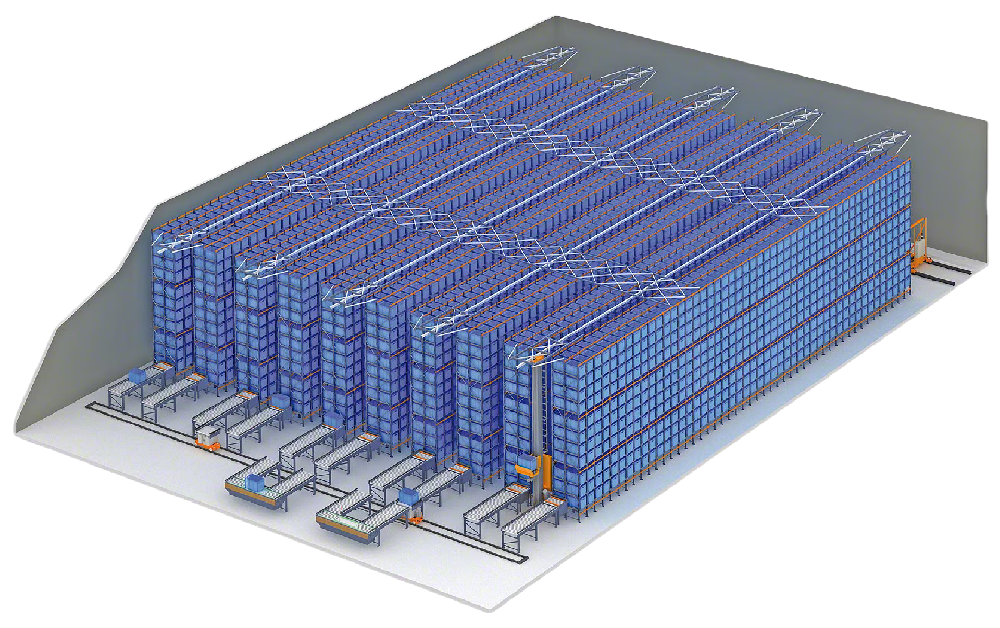
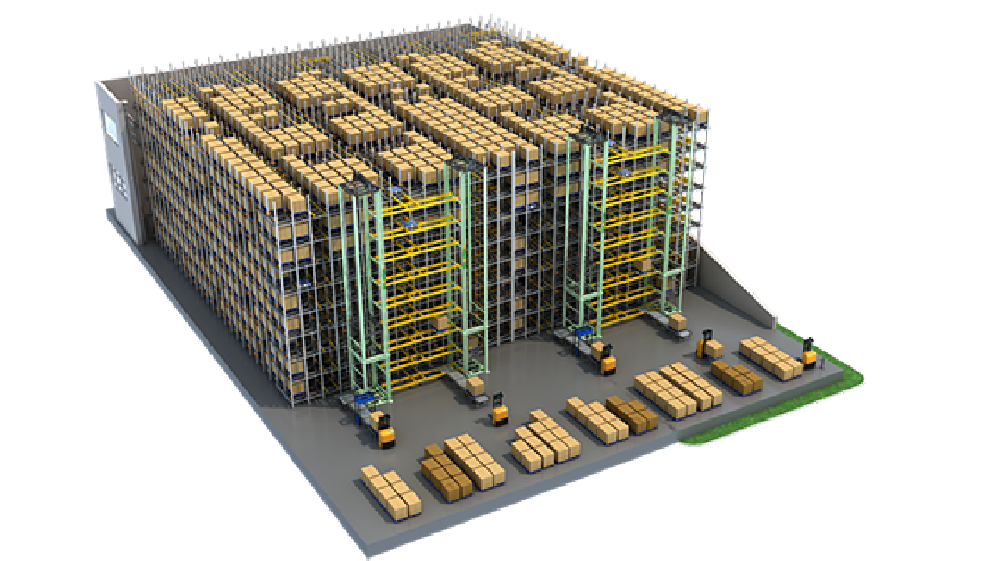
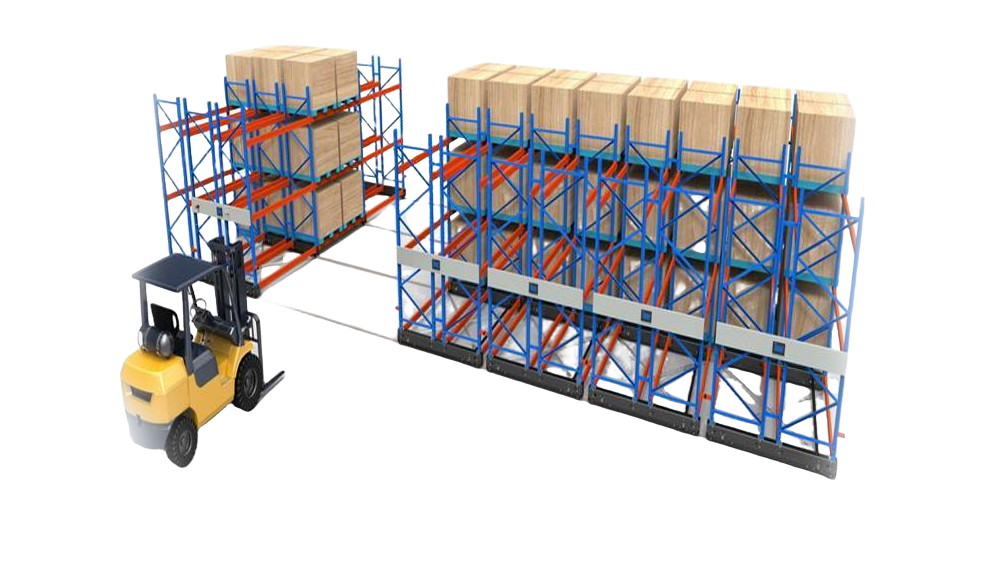
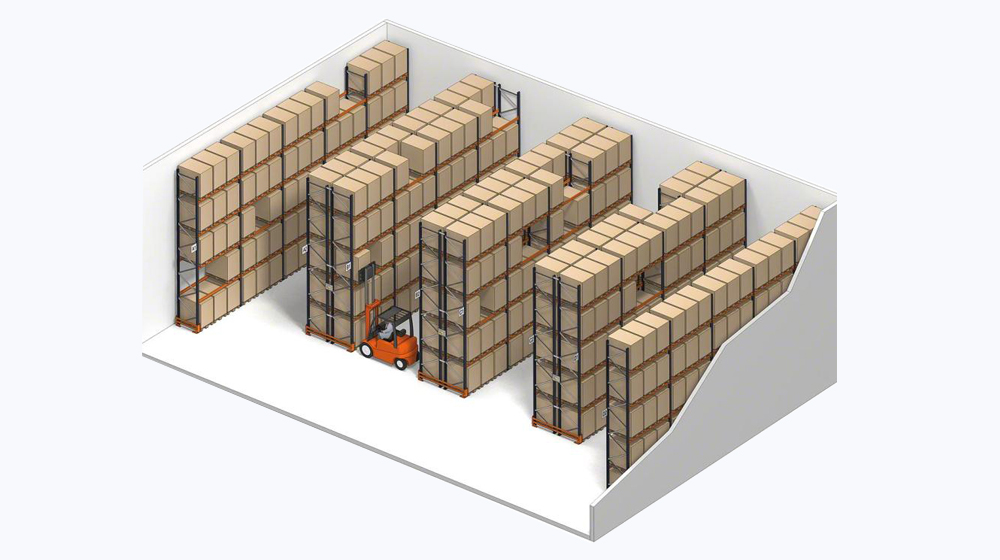
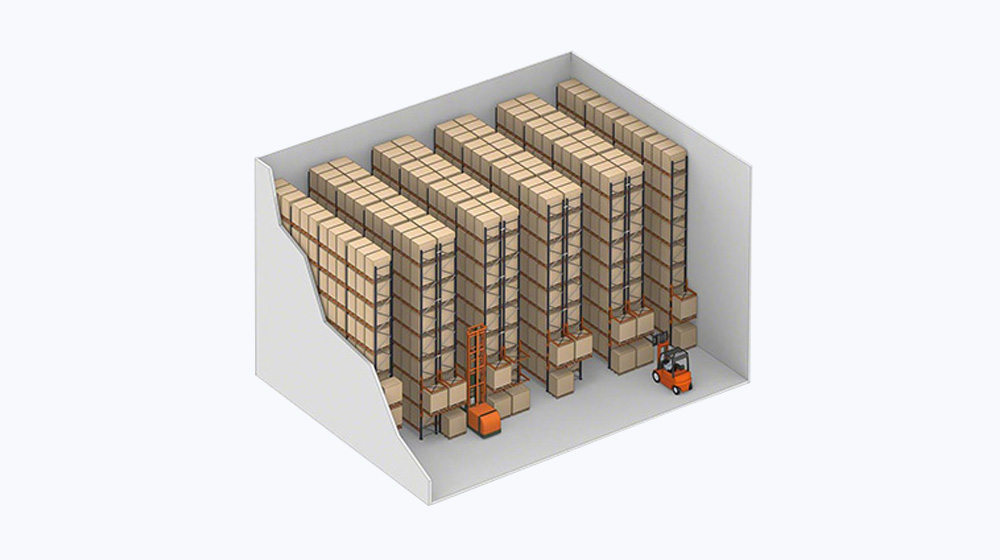
空间利用率翻倍,破解食品批量存储难题。食品行业多存在旺季备货、批量存储需求,传统货架需预留宽幅人工及叉车通道,空间浪费严重。穿梭式货架依靠穿梭车轨道运行,无需固定通道,相邻货架仅留窄轨空间,可将仓库无效空间转化为存储货位,空间利用率较传统货架提升30%-50%。同时其适配多层高位设计,可延伸至10米以上,充分挖掘垂直空间,大幅提升单位面积存储量,适配食品原料、成品的批量存放需求。
自动化作业提效,降低人工与时间成本。食品仓储需快速响应订单周转,传统人工存取不仅效率低,还易出现错发、漏发问题。穿梭车可通过WMS系统接收指令,精准定位货位、自动完成存取,单巷道吞吐量较传统模式提升2倍,且支持24小时连续作业,减少人工投入。尤其在冷链食品仓储中,可减少人工进入低温区域的时间,既保障人员安全,又降低冷量流失,进一步降低运营成本。

精准管控效期,保障食品存储安全。食品具有短效期、多批次的特点,效期管控是核心需求。穿梭式货架支持先进先出、先进后出模式切换,结合WMS系统可实现货物批次精准追溯,设置效期预警,避免临期、过期产品积压报废,减少企业损失。同时其密集式布局减少货物堆叠挤压,降低食品破损、污染风险,契合食品行业合规存储要求。
灵活适配多样需求,适配食品行业多元化发展。食品品类繁杂,规格不一,穿梭式货架可根据货物尺寸、重量调整层高与货位密度,适配液态奶、速冻食品、零食等不同品类存储。其模块化结构可灵活扩展,随企业产能提升调整货架规模,为食品企业长远发展提供仓储支撑,实现降本增效与安全管控的双重提升。
 上一篇
上一篇